_medium-1620x1080.png)
Have you tried drinking raw milk from animals?
Are you aware that raw milk contains harmful bacteria such as Campylobacter, Salmonella, E. coli, Yersinia, Staphylococcus aureus, Coxiella,Brucella, and Listeria that can seriously affect your health or anyone who drinks raw milk?
Raw milk bacteria can cause minor diseases in some people, but they can also be fatal in pregnant women, the elderly, and children with weakened immune systems (such as people with cancer or HIV infection or recipients of organ transplants). Some mild ailments include vomiting, diarrhea, fever, headache, abdominal discomfort, and body pains, whereas the life-threatening condition I'm referring to is Guillain-Barré syndrome, which can induce homiletic uremic syndrome and paralysis, leading to stroke, renal failure, or even death.
Milk-borne diseases were common in the late 1800s and to give solution to that outbreak, Milk Pasteurization was invented in the 19th century. Louis Pasteur, the father of pasteurisation, was a French scientist and microbiologist who was born in Dole, France on December 27, 1822. He enormously contributed to science, technology, and modern medicine. He studied molecular asymmetry and discovered that microorganisms cause fermentation and illness. He also developed anthrax and rabies vaccines and invented the pasteurisation procedure. Indeed, he has made significant contributions to hygiene, public health, and much of modern medicine that saved millions of lives
So, what is Milk Pasteurisation and why is it important?
Milk Pasteurisation is the process of heating raw milk to a specific temperature and time in order to kill 99.9% of disease-causing microorganisms that also extend its life-span to 16-21 days after it was packed. In 1987, the Food and Drug Administration (FDA) released its final rule which mandated the pasteurisation of all milk and milk products for sale or distribution in interstate commerce. Under this rule, all milk that is sold on the market must be pasteurised and packaged in a licensed dairy plant to ensure that the milk introduced to the consumer is safe. Although milk is being pastured, do not worry because all its nutritional benefits are still present, such as protein, vitamin A and vitamin D.
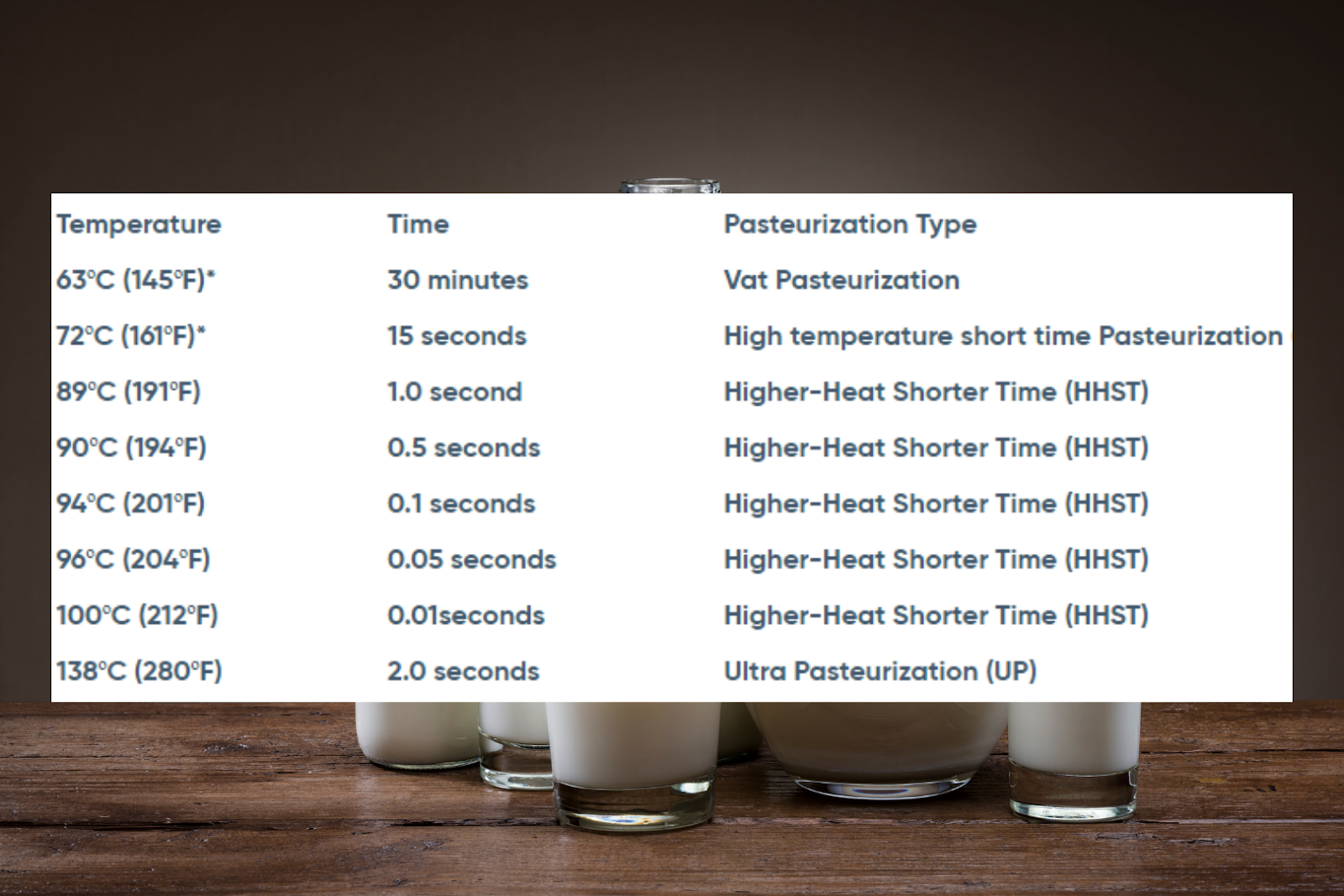
Here in the illustration below are the methods of Milk Pasteurisation, including the specified time and temperature needed according to International Dairy Food association (IDFA).
Want to know the process of Milk Pasteurisation?
Pasteurisation Process:
Chilling Milk
Chilling is not a pasteurisation procedure, although it is required when handling big amounts of milk.
Milk leaves the cow's udder at temperatures above ambient, causing microorganisms to multiply quickly and speed up spoilage.
Reduced temperatures of 2° C to 5° C, on the other hand, impede bacterial growth and metabolism.
This gives you a jump start on maintaining quality before you start pasteurisation.
Stages of preheating (regeneration) and standardisation
The cold milk is heated to around 40°C after bulking to make butterfat separation easier during standardisation.
The system uses regenerative heating, which means that the heat from the already pasteurised milk is used to warm up the chilled milk coming in. The pasteurised milk is cooled by a counter-current flow of chilled milk.
The goal of standardisation is to produce a product with a consistent butterfat content.
Clarification stage
Clarification is necessary to guarantee that all unwanted matter is removed from the product.
Milk is strained through tubular metallic filters to remove large solid particles.
To remove all soil and sediments from milk, a centrifugal clarifier (not the one used for standardisation) is needed.
Because the filters are normally installed in parallel twins, continuous processing is possible because one can be cleaned while the other is operating.
To avoid bacteria growth, clean the filters on a regular basis (every 2 to 10 operational hours, depending on the degree of dirt).
Standardisation stage
Standardising milk fat is essential in order to provide a marketable product of constant quality. Various customers have different tastes in things.
There are clients who will only drink skim milk, while others will drink low-fat milk. There are those who will drink homogenised milk and those who will drink high-fat milk.
Standardisation is required to ensure that all consumers are served. It is to separate the butterfat that is used in making cream and other fat-based products such as butter and ghee.
Homogenization stage
Homogenization is a technique for emulsifying milk fat droplets so that the cream does not separate.
Homogenising milk with an operating pressure of 100 to 170 bars separates all fat globules into very small droplets, increasing the amount of fat integration in the milk.
As a result, the milk fat is evenly distributed throughout the milk.
Heating section
Use steam heat to elevate the temperature of the milk from around 60°C to 72°C, which is effective in killing Clostridium botulinum spores.
In a counter-current action, the steam exchanges heat with the milk across the PHE plates.
The flow diversion valve is controlled by a temperature sensor at the end of this portion.
Any milk that does not reach the required temperature is returned to the heating section until it does.
Holding section
After heating, milk flows into holding tubes with lengths calibrated to the milk flow rate to guarantee that milk stays in the tubes for at least 16 seconds. At the end of the tubes, all of the milk must maintain the required pasteurisation temperatures.
In the case of a breach, a sensor will activate the flow diversion valve, which will return the milk to the heating section, where it will be heated to the required temperature.
When the milk reaches the proper temperatures at the end of the holding tubes, it returns to the regeneration section to heat the incoming cold milk while being cooled to around 30°C.
Cooling/chilling section
Pasteurised milk is moved to the cooling section of the PHE after regenerative cooling, where chilled water/PHE coolant reduces the temperature of pasteurised milk to 4°C.
The cooled milk is then piped to the packaging machinery, where it is aseptically packaged and stored in the cold room.
Now we hope you understand how milk is pasteurised and why pasteurisation is still vital today. Many businesses, particularly those dealing with milk products, still use pasteurisation to ensure that their products are of high quality and safe for their customers. Unpasteurized milk, like any other product, poses a serious health risk, so be cautious when selecting meals and beverages for yourself or your family. Let's all salute Louis Pasteur for his smart invention that really gives a solution to an outbreak that has happened before.
Speaking of innovators, Outwiths had interviewed two groups of young innovators who are ambitious in the areas of sustainability and urban transportation. Read more about the Outwiths Faces of Innovative STEM Youths here (sustainability) and here (urban transportation)!






_medium-1620x1080.png)
_medium-1620x1080.png)